
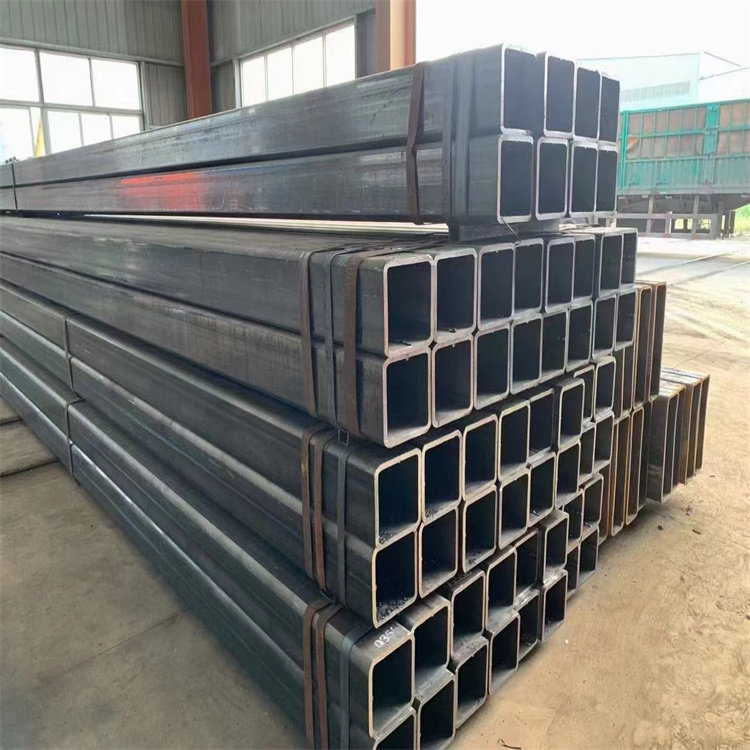
秦皇岛尖角方管材质Q345D方管200x120x12尖角方管



山东轧三特钢有限公司专业生产销大口径方管、16Mn厚壁方管、Q345B方管、镀锌方管生产厂家、镀锌方管厂、热镀锌方管生产厂家、大口径方管生产厂家、大邱庄方管生产厂家、Q345B方管、方矩管、方管价格、无缝 方管、大口径方管、焊接方管、镀锌方管、矩形管厂家、16Mn方 厚20-30mm,可生产焊接方矩形钢管、无缝方矩形钢管、不锈钢方矩形钢管及非标方矩形钢管,承揽三角形、八棱形、椭圆形钢管 STM A500 标准要求。新增设分厂,生产和销镀锌带方管、圆管;温室大棚 管;自行车管等;年生产能力10万吨。 产品广泛用于水暖用管、大棚用管、穿线管、家具用管、自行车管、体育器材等,产品凭借可靠的质量、精外观,深受广大新老客户的青睐。
秦 2尖角方管该工艺的长处本钱低、质量好。Circored和Circofer工艺两种工艺中心设备都包含一座循环液化床和一座普通流休床。Circored是用天然气为动力,Circofer以煤为动力。铁精矿粉是通过预热后(约9℃)进入循环流化床参加反响,使动力学条件得到,在4个大气压条件下,铁矿与氢在63℃时可被复原(在气体环路中参加部分氢)。底炉法将铁矿粉、钢铁厂含铁粉尘、煤粉和粘结剂按必定份额混合,成含碳球团矿,送入烘干机内进行烘干,脱除水份。
这样的坡口型式对自动焊接是一个巨大的挑战。根据以往经验确定了自动焊试验焊接工艺参数。采用以上参数进行自动焊接试验,试验焊接中发现自动焊缝易出现缺陷有层间未熔合、侧壁未熔合、密集气孔、仰焊部位余高超标等。在试焊过程中,电流在2~235电压在2~23V、送丝速度在42~48in/min、焊接速度在2~5in/min时,试验焊接中发现FF3焊缝上几乎未出现层间未熔合情况、坡口未熔合及密集气孔情况。
公司注重基础管理,建有企业管理网络,工作现场实现定置管理,物流实现ABC管理,公司内部实行计算机信息化,生产技术进行微机管理,产品发工艺采用CAD、CAPP技术,公司不断坚持新产品研发和研制,投入技改资金,完善产品发,满足用户的不同需求。......
秦皇岛尖角方 在实际探伤中,由于铝合金垫板的宽度在3~4mm,不锈垫板的宽度在22~25mm,如果保证θ<15°,那么由于垫板过宽,在透照时射线势必在穿过下焊缝和下面两个垫板的同时,有的只穿过了上面的母材没有穿过垫板,有的穿过了铝合金垫板,有的不仅穿过了铝合金垫板,还穿过了不锈钢垫板。由于X射线管电压为1KV时,铝合金的射线吸收系数为.1(钢为1),即1mm厚的不锈钢相当于1mm厚的铝合金,从而使射线透照厚度变化过大,难以选择射线透照条件,所拍出底片成像反差很大,底片上的焊缝有的地方过白,有的过黑,无法满足标准对底片黑度的要求。3下管应注意的事项5.3.1若井基地质情况不好或钻进起深而需要井基时,应在下管前好井基,通常的法是回填一不定期数量的碎石或卵石。分层填充,随填随捣实。2卷扬机要慢慢下管,操作要平衡,遇障碍时要立即查明原因,排除故障。操作人员庆特别注意使井和定到设计要求的位置。3下管时,必须使井管位于井孔中心,以保证井管四周填料厚度均匀。为了避免井管与孔壁碰拦,在井管下端组井管扶正器以上,每2~3米左右安放一组扶正器。
大孤山选矿厂至今已投资1万元,建立了3个尾矿再选点,尾矿再选采用磁选—再磨—再选工艺流程。尾矿再选有两种工艺流程:种流程:在尾矿管道上截流,从主管上旁接支管,引出的尾矿经圆筒磁选机选出粗精矿,经再磨后再经磁选机及螺旋溜槽选别,获得 终精矿,见图9.第二种流程:在尾矿溜槽中盘式磁选机(两段)选出粗精矿,经再磨、磁选.细筛等,获得 终精矿,见图1.鞍钢东鞍山烧结厂尾矿再选厂。东鞍山烧结厂生产工艺流程是连续磨矿单一碱性浮选流程,浮选尾矿品位为14.56%。